第一部分 參數(shù)設(shè)置
1、注塑成型機(jī)的工作循環(huán)周期圖
2、注塑機(jī)結(jié)構(gòu)
3、注塑機(jī)控制面板
a、狀態(tài)顯示畫面

b、開關(guān)模參數(shù)設(shè)置顯示畫面

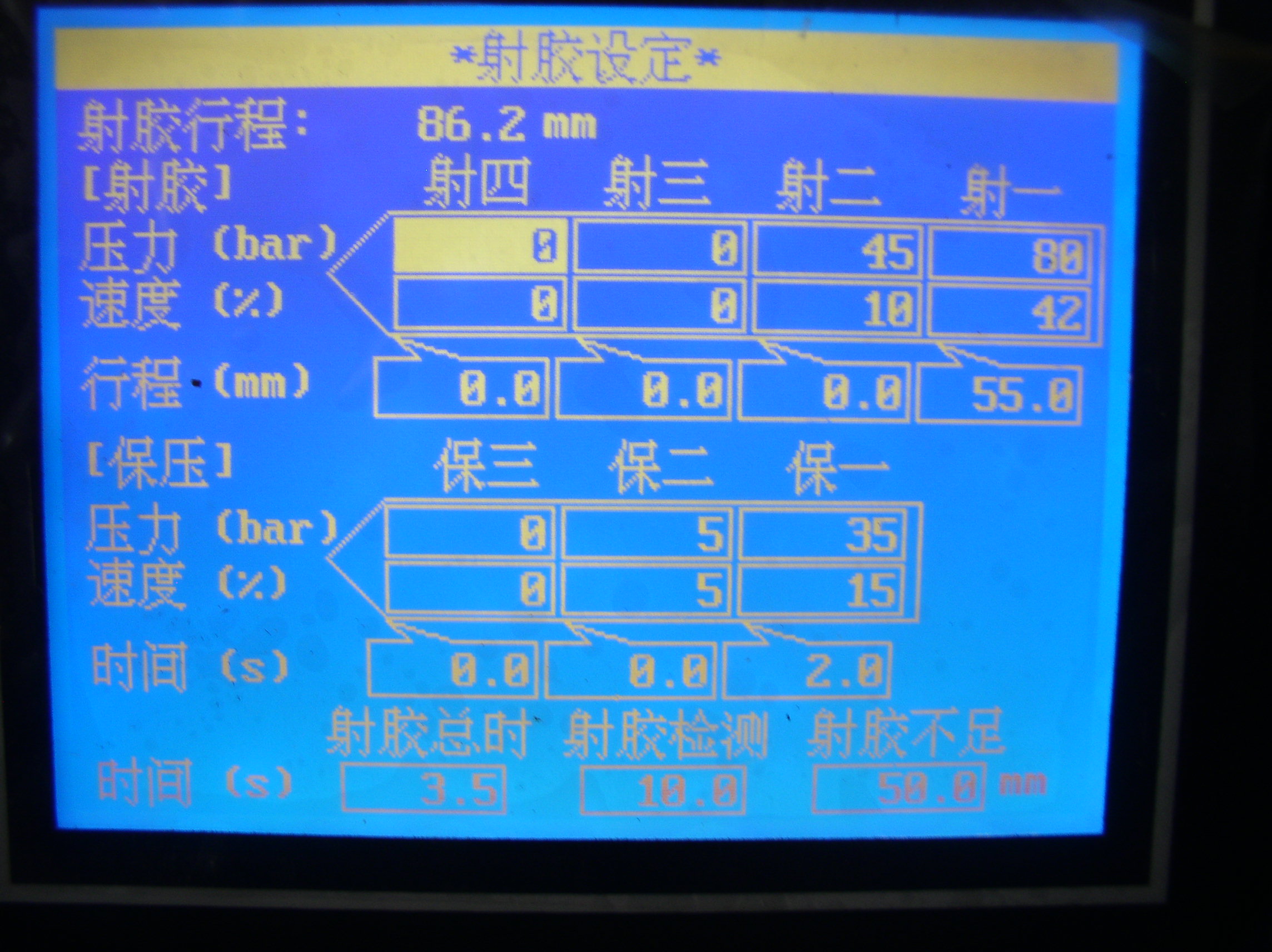
c、射膠參數(shù)設(shè)置顯示畫面
d、熔膠抽膠參數(shù)設(shè)置顯示畫面

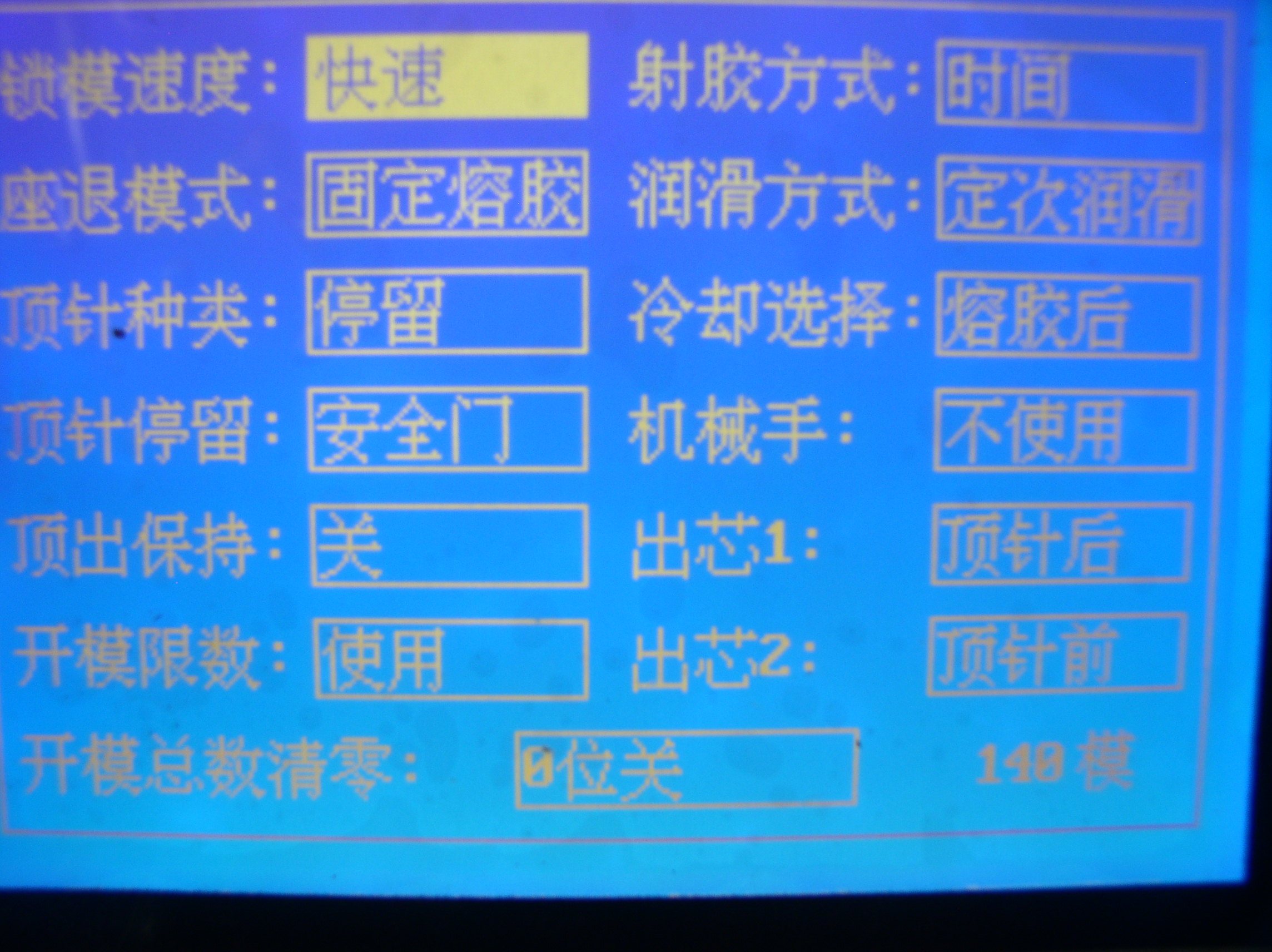
e、脫模參數(shù)設(shè)置顯示畫面
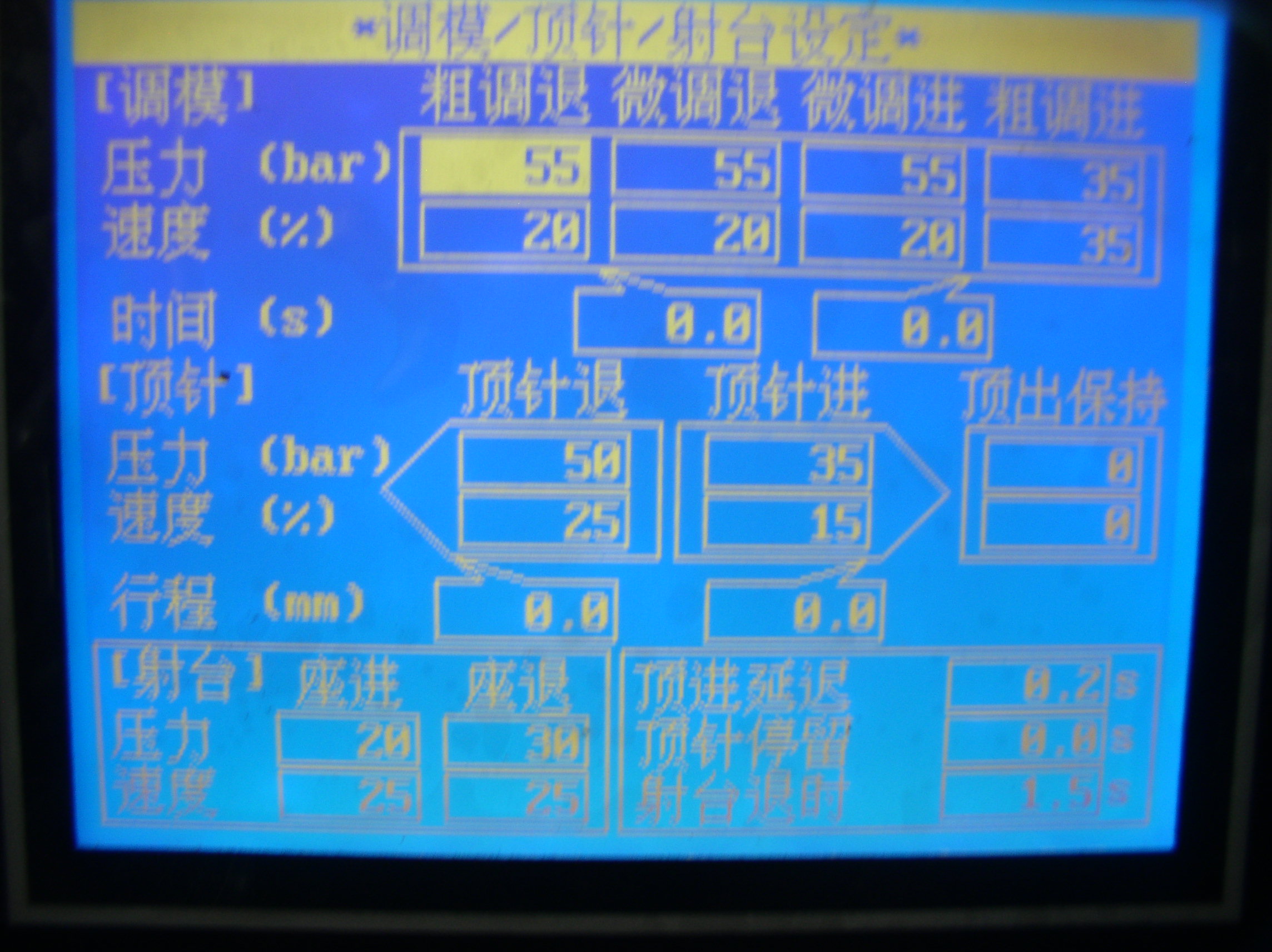
f、調(diào)模參數(shù)設(shè)置顯示畫面
g、溫度參數(shù)設(shè)置顯示畫面

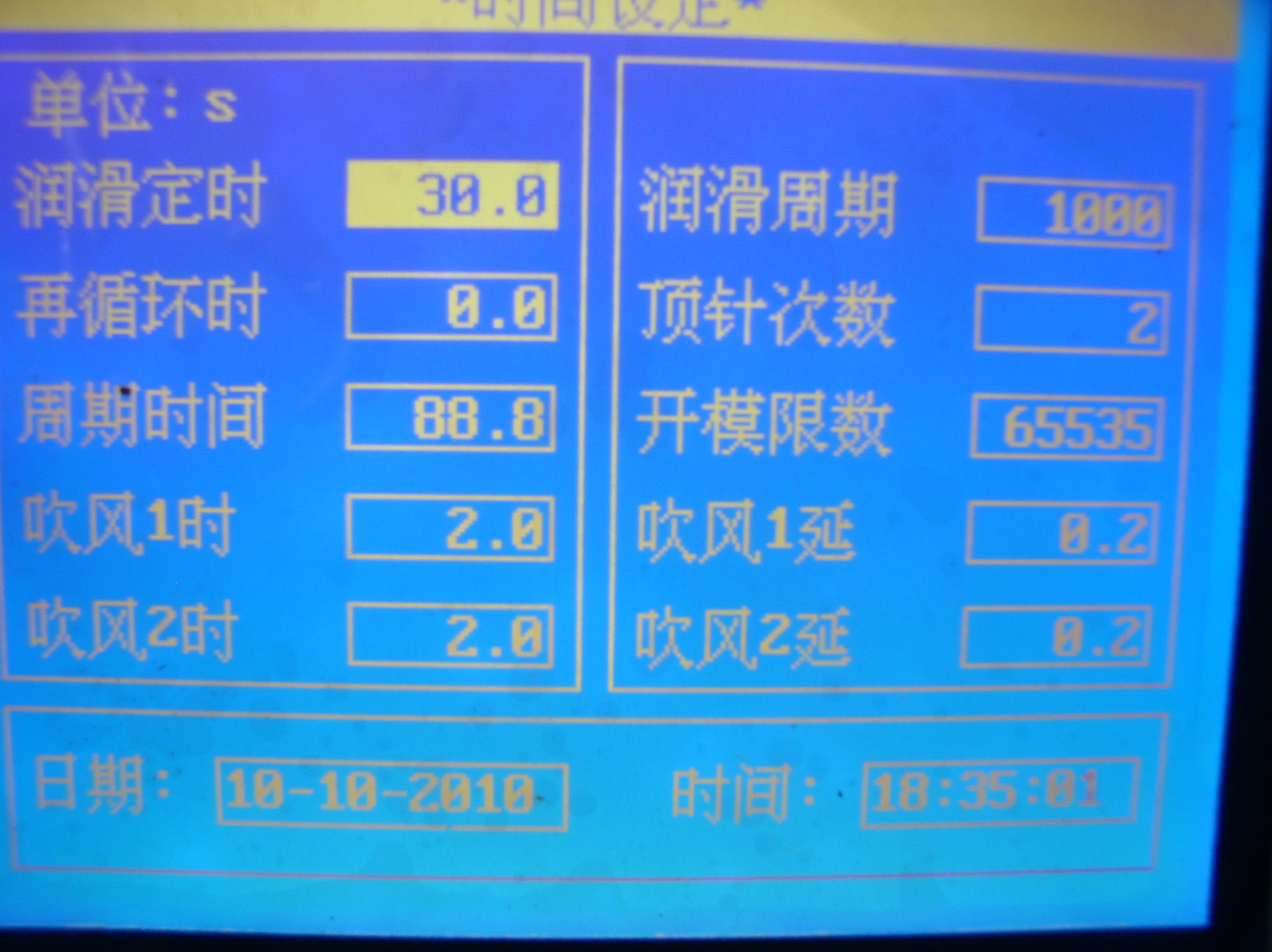
h、時(shí)間參數(shù)設(shè)置顯示畫面
第二部分 操作流程
1.注塑機(jī)的動(dòng)作程序:
噴嘴前進(jìn)→注射→保壓→預(yù)塑→倒縮→噴嘴后退→冷卻→開模→頂出→退針→開門→關(guān)門→合模→噴嘴前進(jìn)
2.注塑機(jī)操作項(xiàng)目:
注塑機(jī)操作項(xiàng)目包括控制鍵盤操作、電器控制柜操作和液壓系統(tǒng)操作三個(gè)方面。分別進(jìn)行注射過程動(dòng)作、加料動(dòng)作、注射壓力、注射速度、頂出型式的選擇,料筒各段溫度及電流、電壓的監(jiān)控,注射壓力和背壓壓力的調(diào)節(jié)等。
3.注射過程動(dòng)作選擇:
一般注塑機(jī)既可手動(dòng)操作,也可以半自動(dòng)和全自動(dòng)操作。
(1)調(diào)整操作:
①工作特點(diǎn):各部位的工作運(yùn)動(dòng),是在按住相應(yīng)的按鈕開關(guān)時(shí)才能慢速動(dòng)作,手離開按鈕,動(dòng)作即停止。此動(dòng)作方式也可叫點(diǎn)動(dòng)。
②應(yīng)用原則。應(yīng)用在模具的安裝調(diào)整工作,試驗(yàn)檢查某一部位的工作運(yùn)動(dòng)時(shí)及維修拆卸螺桿時(shí)應(yīng)用。
(2)手動(dòng)操作:
①工作特點(diǎn)。手指按動(dòng)某一按鈕,其相應(yīng)控制的某一零部件開始運(yùn)動(dòng)。直至完成動(dòng)作停止。不再按動(dòng)此按鈕,也就不再有重復(fù)動(dòng)作。
②應(yīng)用原則。在模具裝好后試生產(chǎn)時(shí)應(yīng)用,檢查模具裝配質(zhì)量及模具鎖緊力的大小調(diào)試。對(duì)某些制品生產(chǎn)時(shí)的特殊情況,也可用手動(dòng)操作。
(3)半自動(dòng)操作:
①工作特點(diǎn)。關(guān)閉安全門后,注塑制品的各個(gè)生產(chǎn)動(dòng)作時(shí)間繼電器和限位開關(guān)連通控制,按事先調(diào)好的動(dòng)作順序進(jìn)行至制品成型,打開安全門,取出制件為止。
機(jī)器自動(dòng)完成一個(gè)工作周期,但每一個(gè)生產(chǎn)周期完畢后操作者必須拉開安全門,取下工件,再關(guān)上安全門,機(jī)器方可以繼續(xù)下一個(gè)周期的生產(chǎn);
②應(yīng)用原則。注塑機(jī)的各部位工作零部件,質(zhì)量完好,能夠準(zhǔn)確完成各自的工作動(dòng)作,批量生產(chǎn)某一制品時(shí),采用半自動(dòng)操作。
(4)全自動(dòng)操作:
①工作特點(diǎn):注塑機(jī)的各部位工作零部件質(zhì)量完好,能夠保證各動(dòng)作正確工作條件下,由電器自動(dòng)控制各工作程序,使各種動(dòng)作按固定編制好的程序循環(huán)工作。
②應(yīng)用原則。用于大批量注塑生產(chǎn)某一種制品時(shí)。
全自動(dòng)操作中的注意規(guī)則
1)中途不要打開安全門,否則全自動(dòng)操作中斷;
2)要及時(shí)加料;
3)若選用電眼感應(yīng),應(yīng)注意不要遮閉了電眼。實(shí)際上,在全自動(dòng)操作中通常也是需要中途臨時(shí)停機(jī)的,如給機(jī)器模具噴射脫模劑等。
(5) 操作方式選擇:
操作開始時(shí),應(yīng)根據(jù)生產(chǎn)需要選擇操作方式(手動(dòng)、半自動(dòng)或全自動(dòng)),并相應(yīng)撥動(dòng)手動(dòng)、半自動(dòng)或全自動(dòng)開關(guān)。半自動(dòng)及全自動(dòng)的工作程序已由線路本身確定好,操作人員只需在電柜面上更改速度和壓力的大小、時(shí)間的長(zhǎng)短、頂針的次數(shù)等等,不會(huì)因操作者調(diào)錯(cuò)鍵鈕而使工作程序出現(xiàn)混亂。
1)正常生產(chǎn)時(shí),一般選用半自動(dòng)或全自動(dòng)操作。
2)當(dāng)一個(gè)周期中各個(gè)動(dòng)作未調(diào)整妥當(dāng)之前,應(yīng)先選擇手動(dòng)操作,確認(rèn)每個(gè)動(dòng)作正常之后,再選擇半自動(dòng)或全自動(dòng)操作。
4.預(yù)塑動(dòng)作選擇:
預(yù)塑加料前后注座是否后退,即噴嘴是否離開模具,注塑機(jī)一般設(shè)有三種選擇。
(1)固定加料:預(yù)塑前和預(yù)塑后噴嘴都始終貼進(jìn)模具,注座也不移動(dòng)。
(2)前加料:噴嘴頂著模具進(jìn)行預(yù)塑加料,預(yù)塑完畢,注座后退,噴嘴離開模具。目的是:預(yù)塑時(shí)利用模具注射孔抵助噴嘴,避免熔料在背壓較高時(shí)從噴嘴流出,預(yù)塑后可以避免噴嘴和模具長(zhǎng)時(shí)間接觸而產(chǎn)生熱量傳遞,影響它們各自溫度的相對(duì)穩(wěn)定。
(3)后加料:注射完成后,注座后退,噴嘴離開模具然后預(yù)塑,預(yù)塑完再注座前進(jìn)。
該動(dòng)作適用于加工成型溫度特別窄的塑料,由于噴嘴與模具接觸時(shí)間短,避免了熱量的流失,也避免了熔料在噴嘴孔內(nèi)的凝固。
5.注射壓力選擇:
普通中型以上的注塑機(jī)設(shè)置有三種壓力選擇,即高壓、低壓和先高壓后低壓。
高壓注射:是由注射油缸通入高壓壓力油來實(shí)現(xiàn)。由于壓力高,塑料從一開始就在高壓、高速狀態(tài)下進(jìn)入模腔。高壓注射時(shí)塑料入模迅速,注射油缸壓力表讀數(shù)上升很快。
低壓注射:是由注射油缸通入低壓壓力油來實(shí)現(xiàn)的,注射過程壓力表讀數(shù)上升緩慢,塑料在低壓、低速下進(jìn)入模腔。
先高壓后低壓:是根據(jù)塑料種類和模具的實(shí)際要求從時(shí)間上來控制通入油缸的 壓力油的壓力高低來實(shí)現(xiàn)的。為了滿足不同塑料要求有不同的注射壓力,也可以采用更換不同直徑的螺桿或柱塞的方法,這樣既滿足了注射壓力,又充分發(fā)揮了機(jī)器的生產(chǎn)能力。在大型注塑機(jī)中往往具有多段注射壓力和多級(jí)注射速度控制功能,這樣更能保證制品的質(zhì)量和精度。
6.注射速度的選擇:
一般注塑機(jī)控制板上都有快速—慢速旋鈕用來滿足注射速度的要求。在液壓系統(tǒng)中設(shè)有一個(gè)大流量油泵和一個(gè)小流量泵同時(shí)運(yùn)行供油。當(dāng)油路接通大流量時(shí),注塑機(jī)實(shí)現(xiàn)快速開合模、快速注射等,當(dāng)液壓油路只提供小流量時(shí),注塑機(jī)各種動(dòng)作就緩慢進(jìn)行。
7.頂出形式的選擇:
注塑機(jī)頂出形式:有機(jī)械頂出和液壓頂出二種,有的還配有氣動(dòng)頂出系統(tǒng),
頂出次數(shù):設(shè)有單次和多次二種。
頂出動(dòng)作:可以是手動(dòng),也可以是自動(dòng)。頂出動(dòng)作是由開模停止限位開關(guān)來啟動(dòng)的。操作者可根據(jù)需要,通過調(diào)節(jié)控制柜上的頂出時(shí)間按鈕來達(dá)到。頂出的速度和壓力亦可通過控制柜面上的開關(guān)來控制,頂針運(yùn)動(dòng)的前后距離由行程開關(guān)確定。
8.溫度控制:
料筒電熱圈一般分為二段、三段或四段控制。電器柜上的電流表分別顯示各段電熱圈電流的大小。
9.合模控制:
關(guān)妥安全門,各行程開關(guān)均給出信號(hào),合模動(dòng)作立即開始。合模動(dòng)作是:慢→快→慢,有行程開關(guān)控制。
首先是動(dòng)模板以慢速啟動(dòng),前進(jìn)一小短距離以后,原來壓住慢速開關(guān)的控制桿壓塊脫離,活動(dòng)板轉(zhuǎn)以快速向前推進(jìn)。在前進(jìn)至靠近合模終點(diǎn)時(shí),控制桿的另一端壓桿又壓上慢速開關(guān),此時(shí)活動(dòng)板又轉(zhuǎn)以慢速且以低壓前進(jìn)。
10.開模控制:
當(dāng)熔融塑料注射入模腔內(nèi)及至冷卻完成后,隨著便是開模動(dòng)作,取出制品。
開模過程也分三個(gè)階段。第一階段慢速開模,防止制件在模腔內(nèi)撕裂。第二階段快速開模,以縮短開模時(shí)間。第三階段慢速開模,以減低開模慣性造成的沖擊及振動(dòng).
 關(guān)注我們
關(guān)注我們
 淘寶店鋪
淘寶店鋪
